Metalle
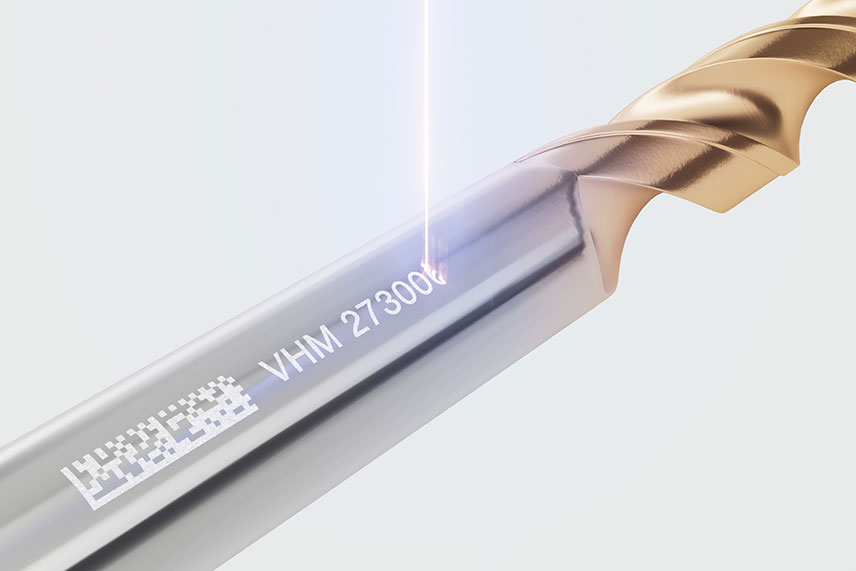
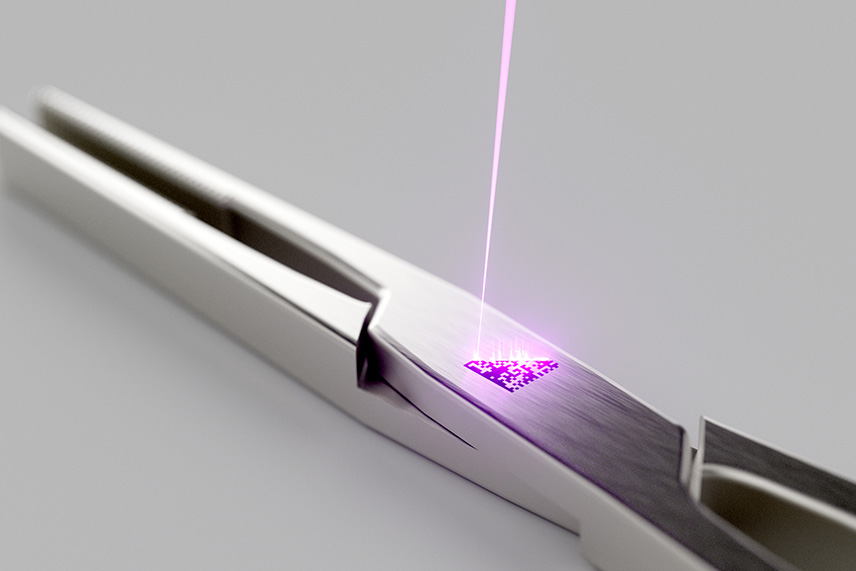
Nichtmagnetische Metalle wie Aluminium, Kupfer und Messing lassen sich durch den Laser gravieren. In Abhängigkeit des Kohlenstoffgehalt ist auf magnetischen Metallen wie Stahl eine Farbreaktion möglich.